Bending 1 4 Inch Aluminum Sheet

Aluminum Sheet How To Bend Aluminum Sheet

How To Bend Steel Plate Without A Brake Youtube

Inexpensive Soft Metal Bending Tool 4 Steps With Pictures Instructables
Aluminum Plate Minimum Bend Radius Aluminum Plate

Tips For Bending Sheet Metal Make It From Metal

3 Ways To Bend Aluminum Wikihow

If you d like to know more about bending specific alloys or which alloy is best for your application please contact our sales department by.
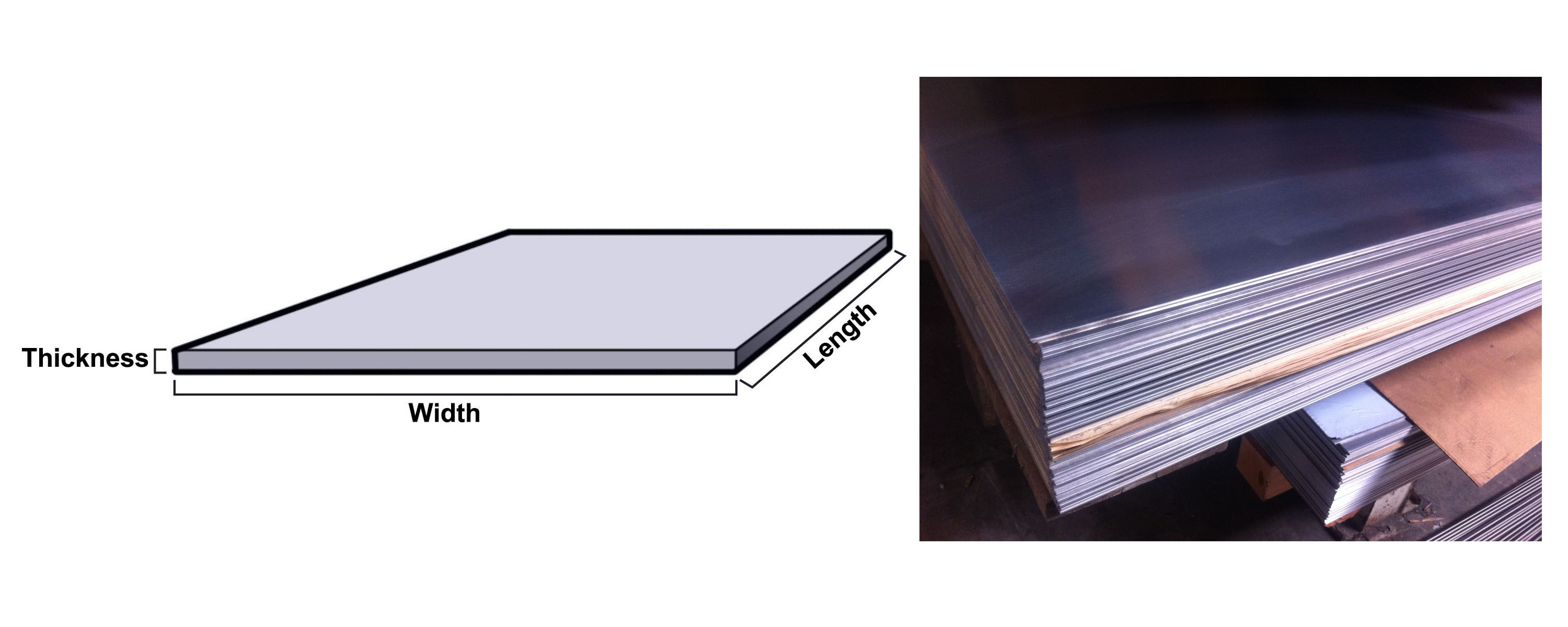
Bending 1 4 inch aluminum sheet. Lay out the sheet you want to bend and mark it with a sharpie. Alternatively you can design with any value and we can adjust it for you later in the process. K bf 1 33 for v bending. While sheet metal gauges run from 0 005 to 0 249 inch thick aluminum and steel plate thicknesses start at 0 250 in.
Kaka fb 4 4 inch hand operated steel bending brake high flexibility easy operation sheet metal forming bender 4 4 out of 5 stars 22 142 99 142. W part width in direction of bend axis. Midwest seamer tong 3 inch offset sheet metal bender with forged blades kush n power comfort grip handle mwt st2 4 5 out of 5 stars 266 32 99 32. Material bend radii and minimum bend size charts please note.
M d building products 1 ft. Diamond tred aluminum sheet heavy weight model 57575 13 49 13 49. One of my readers suggested an interesting way of solving the problem of needing to bend 1 4 aluminum into a hexagon. Likewise plate steel varies in strengths from mild varieties to some very high strength materials such as hardox.
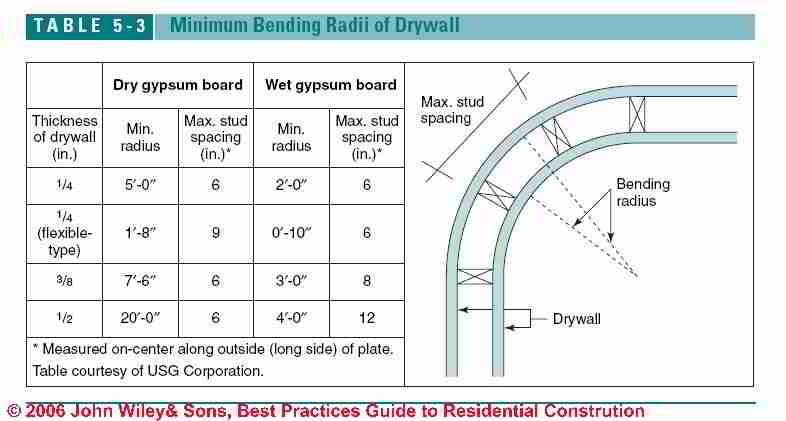
And go all the way up to 13 in. Ts tensile strength of sheet metal. The tables below show bend radii and minimum bend sizes for materials and tooling combinations stocked by protocase. Notch the aluminum where you need to bend it.
I could use my vertical mill and an 1 8 diameter end mill to put a 1 16 deep 1 8 wide notch in 1 4 aluminum plate then bend the aluminum on the metal brake. Set your store to see local availability compare. We go beyond the general rules of sheet metal bending as our customers want. Union jack aluminum sheet in graphite model 57571 19 98 19 98.
K bf 0 33 for edge bending. M d building products 1 ft. T stock thickness. When the sheet metal is put through the process of bending the metal around the bend is deformed and stretched.
Use the minimum bend dimension values in the charts below for your minimum closeness of cutout to a bend. Then on the back side cut about half way through with a cut off wheel. The bend radius you select may not be available if the geometry of the part will not allow us to bend with the specific tooling required to achieve that radius. Understanding the bend allowance and consequently the bend deduction of a part is a crucial first step to understanding how sheet metal parts are fabricated.
If you want more of a radius put two cuts about 1 4 apart then bend and weld. Bend by hand and weld the joint skip weld is fine.

Diy Sheet Metal Bending Brake Metal Bending Tools Sheet Metal Brake Metal Bending

Waterjet Cutting

48 Sheet Metal Bending Brake Bender Aluminum Steel Trim 15

Which Aluminum Alloy Bends Best Clinton Aluminum
Successful Bending Of Various Grades Of Aluminum The Chicago Curve

Eastwood 18 In Mini Metal Bender Brake Portable Bender Bendering Bend 16 Gauge Aluminum Bend Steel For Workbench Amazon Com

Metalsdepot Buy 6061 Aluminum Angle Online

Compact Metal Bender Can Bend Metal Up To 3 8 Thick Or Up To 4 Wide 4 Metal Bender Eastwood Youtube
Aluminum 5052 Sheet M K Metal Co

How To Properly Bend Metal Pipe And Tube At Home Make It From Metal

Down Dirty Modding Quick Tip Bending Aluminum In A Vice Youtube

Pin Op Etabli Metal Plieuse

Make A Home Diy Sheet Metal Bender Blech Biegen Metall Bearbeitung Metallbearbeitung

Homemade Sheet Metal Bender Sheet Metal Bender Metal Bender Sheet Metal Brake

Diy Sheet Metal Bending Brake No Welding Youtube

Homemade Louver Punch And Die Set Custom Metal Fabrication Aluminum Sheet Metal Metal Projects

Aluminum Sheet Metal Sheet Plates High Quality Aluminum Metal Products

Using A Sheet Metal Brake To Fold Metal Aircraft Structure Repair Aircraft Systems
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsfonsgftndaclswsbe6vtfa60wqe9xgim5ze33hyt6a Xr77ls Usqp Cau

Economical Strip And Wire Bending Jig Metal Forming Metal Jewelry Tools

Pin On Metal Working

Free 1000 Diy Projects Handbook Homemade Bending Tool X2f Sheet Metal Brake Hobosgold Do You Find Th Metal Bending Sheet Metal Brake Aluminum Sheet Metal

Flat Recess Dimple Die 1 4 20x 100 X3 4 Sheet Metal Tools Metal Bending Tools Garage Tools

How To Make A Cheap 72 Inch Wide Sheet Metal Brake For Bending Sheet Metal Sheet Metal Brake Sheet Metal Fabrication Metal Working Projects
How To Bend Acrylic Plexiglass Yourself Plexiglass Acrylic Aquarium Acrylic

Amazon Com Eastwood 24 In Slip Roll Roller Sheet Metal Brass Copper Mild Steel Handle Rolling Needs Crank Handle 2 Thickness Adjustment Pins Automotive

How Do I Determine The Proper Tonnage For A Bend Jmtusa

Jorgenson Rolling We Specialize In Press Brake Bending Forming And Rolling Of Plate And Sheet Metal

Metal Bender Metal Bender Metal Bending Tools Metal Working Projects

Freund Radius Roller 25 50 Tools Are For Bending Edging Curved Sheet Metal And Can Produce Tight Radii Metal Bending Tools Sheet Metal Tools Metal Bender

This Homemade Bending Tool Makes A Cheaper Alternative For Your Expensive Metal Bending Machines Metal Bending Sheet Metal Bender Metal

Aluminum Perforated Sheet 1 8 Thick 1 4 Hole 3 8 Stagger Various Sizes Perforated Metal Perforated Metal Sheet

30 In Bending Brake

Pin On Customer Projects

Bending Acrylic Sheet Guide With Trouble Shooting By Acrylite

1 8 Aluminum Side Plates Strength Upgrades Inventables Community Forum

Assembled Aluminum Bender 3 4 Inch Emt 56207 Klein Tools For Professionals Since 1857

Amazon Com Eastwood Press Brake Attachment For Standard 12 20 Ton Hydraulic Shop Presses Automotive

6061 Aluminum Square Tube 6063 Aluminum Square Tube M K Metal Co

Hydraulic Press Brake Press Brake Sheet Metal Tools Metal Bending Tools

Techtips Automotive Welding Sheetmetal Guide

Bending Metalworking Wikipedia

