Bending Aluminum Sheet 90

5754 5052 6061 H32 H34 90 Degree Bend 3mm Aluminium Sheet Buy Bending Aluminum Sheet 2mm 3mm 4mm Aluminum Sheet Reflective Aluminum Sheet Product On Alibaba Com

1060 Aluminium Sheet For Bending Processing Aluminum Sheet

3 Ways To Bend Aluminum Wikihow

Aluminium Aluminum Sheet Bending L Type U Type Sitaram Industries Id 6792768533

Which Aluminum Alloy Bends Best Clinton Aluminum
Press Brake Basics 10 Tips For Bottom Bending Aluminum

Which aluminum alloy bends the best is a a common question customers want the answer to.
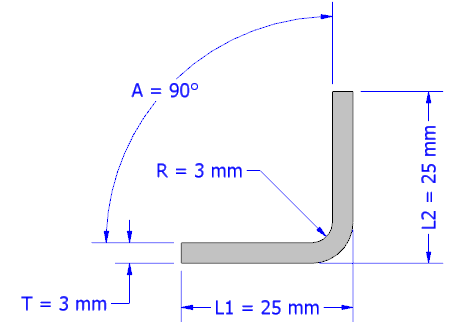
Bending aluminum sheet 90. Material bend radii and minimum bend size charts please note. The two m10 bolts in the top are to clamp the sheet between the backstop and the base. Bending is one of the most common sheet metal fabrication operations. This is done through the application of force on a workpiece.
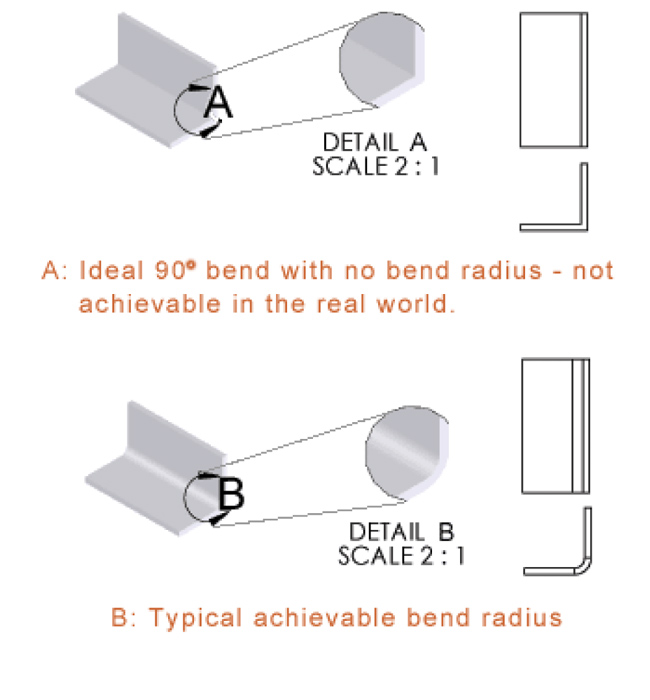
From a bending perspective it s always best to bend these parts in an annealed state and then temper them to the correct condition. 0 017453 x 90 x 0 020 0 33 x 0 024 0 0438558984 inch bend allowance. Heavy gauge aluminum bars or rods must be heat bent using an acetylene torch and vice. When you release the handle the bent material will spring back to 90 not 85.
With the aid of a straight edge and a sharp knife score both sides of the aluminium sheet. Sheet aluminium can be cut without the need for a guillotine or tin snips which tend to deform the metal. We re having trouble bending 6061 t6 aluminum without cracking and i was wondering if you could give us a few pointers. In high purity forms aluminum is soft and ductile.
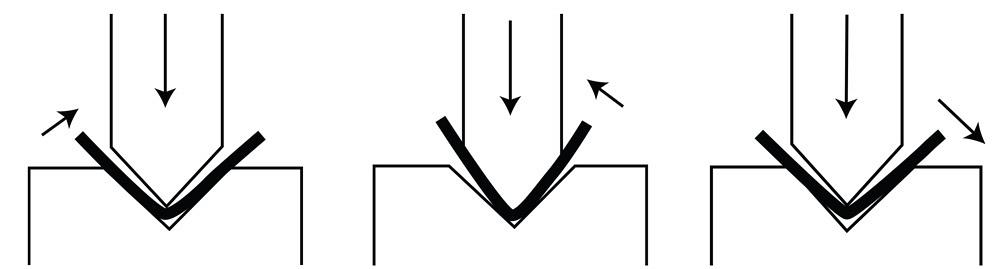
Consider a sheet with a 20 mm thickness and a length of 300 mm as shown in figure 1. How to bend sheet metal without a brake. We are going to review three bending scenarios with three different bending angles. The force must exceed the material s yield strength to achieve a plastic deformation.
Keep in mind that some metals are more brittle than others. The idea of adding an angle 5 degrees past 90 is so that you can bend past 90 to allow for the spring back. This weakens the aluminium and creates a fracture line. In this post we ll explain it to you.
The bend radius you select may not be available if the geometry of the part will not allow us to bend with the specific tooling required to achieve that radius. Bending a brittle metal beyond its limits could cause the metal to snap and break. 60 90 and 120 and we will calculate k factor bend allowance and bend deduction for them. Also known as press braking flanging die bending folding and edging this method is used to deform a material to an angular shape.
As an example if you want to bend 24 gauge sheet metal at a 90 angle the calculation would be. 6061 t6 aluminum is tempered and notorious for not bending easily. Bending is a delicate and demanding process most of the time and common fabricating processes require a degree of formability that make your choice of proper alloy critical. This is a highly technical and potentially dangerous process best left to a professional metalworker.
A bending brake will be best suited for shaping flat square sheets of light gauge aluminum.

How To Make A 90 Degree Bend In A Piece Of Sheet Metal Aluminum In 2020 Sheet Metal Metal 90 Degrees

Tips For Bending Sheet Metal Make It From Metal

Sheet Metal Folding Evolves

36 Sheet Metal Bending Brake Bender Aluminum Steel Trim 15

How To Choose Cut And Bend Sheet Metal Make

Diy Sheet Metal Bending Brake Metal Bending Tools Sheet Metal Brake Metal Bending

Photo Gallery Fabricated Sheet Metal Drawer Panel 90 Inches In Length Sheet Metal Metal Drawers Sheet Metal Work

Free 1000 Diy Projects Handbook Homemade Bending Tool X2f Sheet Metal Brake Hobosgold Do You Find Th Metal Bending Sheet Metal Brake Aluminum Sheet Metal
Aluminum Sheet Aluminum Sheet Bend Radius

Down Dirty Modding Quick Tip Bending Aluminum In A Vice Youtube

Using A Sheet Metal Brake Jlc Online

Make A Home Diy Sheet Metal Bender Blech Biegen Metall Bearbeitung Metallbearbeitung

Bend Allowance Sheetmetal Me

Inexpensive Soft Metal Bending Tool 4 Steps With Pictures Instructables

Sheet Metal Forming Process Ch Ppt Video Online Download

Automated Sheet Metal Panel Bending Metal Sheet Design Sheet Metal Fabrication Metal Bending

Simple Sheet Metal Brake No Welding I Love Working With Metal But I Ve Always Struggled To Get Perfect 90 Bends Sheet Metal Brake Metal Bending Sheet Metal
Sheet Metal Design And Design Considerations
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrfwahy 63reqbgovimpe9x7 Hr9fpascczlhfhg1q4ji8njysf Usqp Cau

Freund Radius Roller 25 50 Tools Are For Bending Edging Curved Sheet Metal And Can Produce Tight Radii Metal Bending Tools Sheet Metal Tools Metal Bender

Sheet Metal Design Guide Geomiq
Https Cdn2 Hubspot Net Hubfs 3424216 Ctas Architecture Architecture Guide Pdf

Interesting Idea For Making Complex Sheet Metal Bends Lowbuck Mm 90 Degree Forming Dies Metal Working Tools Metal Working Projects Metal Fabrication

Inexpensive Soft Metal Bending Tool Herramientas Decoraciones Del Hogar Arte En Metal

Bending Metalworking Wikipedia

Aluminum Elbows 90 Degree Mandrel Bend 6061 Aluminum Tubing

Aluminum Sheet Metal Toolbox Aircraft Rivets Cross Drilled Handle Bead Rolled Panels A Fun Sheet Metal Fabrication Sheet Metal Crafts Aluminum Sheet Metal

Pin On ورشه

Metalsdepot Buy 6061 Aluminum Angle Online

Home Made Sheet Metal Brake Pirate4x4 Com 4x4 And Off Road Forum Metal Bending Tools Sheet Metal Brake Metal Working Tools

Photo Gallery Fabricated Sheet Metal Drawer Panel 90 Inches In Length

How To Mini Bending Brake Metal Bending Tools Metal Working Tools Metal Bending
91630000 Radius Mini Bender Metal Bending Tools Sheet Metal Fabrication Metal Bending

Homemade Tools Vice Mounted Press Brake Metal Bender Metal Bender Homemade Tools Homemade Tools Metals

Acrylic Plexiglass Polycarbonate Bending Tool How To Make Youtube

Homemade Sheet Metal Bender Youtube Sheet Metal Bender Metal Bender Sheet Metal Fabrication

90 Hydraulic Tube Bender By Mittler Bros

Bending Fascia Trim Youtube

How To Bend 1 8 Or 3 1mm Aluminium Stock Into A Motor Mount For Your Rc Plane Youtube

Eaa Experimenter Dave S Sheet Metal Bending Brake Metal Bending Metal Bending Tools Sheet Metal Brake

Products

Automated Sheet Metal Panel Bending Sheet Metal Sheet Metal Fabrication Sheet Metal Work

